雙向帶式輸送機cad圖紙 B650-55600mm
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
- 技術要求
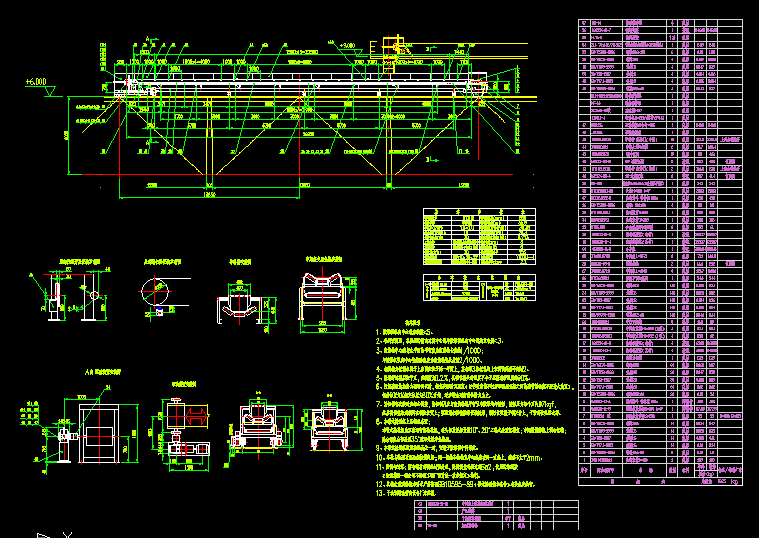
1、膠帶機縱向中心線直線度≤5。
2、各種滾筒組,托輥組的橫向對稱中心線與膠帶機縱向中心線的重合度≤3。
3、滾筒軸中心線與水平面的平行度為滾筒軸長度的1/1000; 與膠帶機縱向中心線的垂直度為滾筒軸線長度的2/1000。
4、相同槽角托輥組輥子上表面應位于同一平面上,其相鄰3組托輥的上表面高低差不超過2。
5、輸送帶連接后應平直,直線度為0.2%,其硫化接頭的強度不小于原輸送帶強度的90%
6、拉緊裝置的拉緊力現場調試時,根據實際情況而定(以傳動滾筒不打滑和兩組托輥之間的膠帶懸垂度不要過大為宜), 初始拉緊力從額定拉緊力80%開始,逐步增加到所需拉緊力為止。
7、清掃器在安裝時應細心調整,清掃刮片應與滾筒軸線平行且與膠帶均勻接觸,接觸壓力每個刀片為7kgf, 然后將調整架角鋼焊在相應位置上;空段清掃器待膠帶安裝好后,調好位置裝于相關件上,干涉部位現場去掉。
8、本帶式輸送機上托輥組布置:
本帶式輸送機為雙向運行的輸送機,在頭部及尾部設置10°、20°三輥式過渡托輥組;中間設置摩擦上調心托輥;其余部位 全部采用35°膠環式緩沖托輥組。
9、本帶式輸送機設置拉繩開關一對,安裝于膠帶機中間部位。
10、車軌與軌道頂面必須接觸良好;同一側的車輪輪寬中心線應在同一直線上,偏差不大于2mm。
11、防銹與涂漆:所有鋼材都需經過預處理,除銹質量等級達到Sa2,使用的涂料按 《寶鋼集團一鋼公司不銹鋼工程廠設計統一技術規定》執行。
12、其他未說明的技術要求嚴格按照GB10595-89《帶式輸送技術條件》有關規定執行。 ...
 熱門關鍵詞:
熱門關鍵詞:


 豫公網安備 41072402000322號
豫公網安備 41072402000322號


